Unsere Technologien
Teile aus Draht und Bandmetall
Axfil stützt sich auf eine jahrelange Erfahrung in der Herstellung von Nadeln. Wir entwickeln unser Handwerk ständig weiter, um Drähte präzise zu spitzen, anzufasen und abzurunden, sodass sie Ihren strengsten Anforderungen entsprechen.
Wir beherrschen das präzise Richten und Schneiden, wodurch sichergestellt wird, dass der Draht absolut gerade ist. Dieser Arbeitsschritt ist für die präzise und stets gleichbleibende Herstellung eines gewölbten, geprägten oder gespitzten Teils unerlässlich.
Richten des Drahtes
Das Richten, der erste Schritt, der für eine hochwertige Drahtverarbeitung unerlässlich ist, wird von Axfil seit jeher praktiziert und stammt aus unserer jahrelangen Erfahrung bei der Herstellung von Nadeln.
Der Vorgang besteht darin, die im Draht vorhandene Eigenspannung aufzuheben und die Krümmung zu beseitigen, die von der Lagerung auf der Spule herrührt, um eine perfekte Geradheit zu erzielen, ohne die mechanischen Eigenschaften wie Festigkeit, Elastizität und Duktilität des Werkstoffs zu verändern.
Unsere Mitarbeiter beherrschen die Techniken, um diesen schwierigen Vorgang zu meistern, wobei sie die Maschinen und Verfahren täglich weiterentwickeln, um sie immer weiter zu verbessern.
Schneiden von Draht
Das Schneiden ist eine subtile Kunst – die Techniker von Axfil sind Meister darin, alle Einstellungsparameter für einen perfekten Schnitt anzupassen, egal wie dick oder aus welchem Material der Draht oder das Bandmetall sind. Es gibt keinen Materialabriss oder Grat, keine Verformungen oder Kerben auf der Drahtoberfläche.
Bei Toleranzen von bis zu ±0,02 mm ist die Kontrolle der Schnittfläche ein wesentlicher Faktor für die Maßgenauigkeit.
Abrunden des Endes
Beim Abrunden wird das Teil am Ende halbkugelförmig abgerundet. Es kann durch traditionelles Schleifen (manuell oder automatisch) oder, für Drähte von Ø 0,20 mm bis Ø 0,90 mm, durch lokales Schmelzen mithilfe eines Hochleistungslasers erfolgen.

Druckumformen des Drahtstücks
Beim Druckumformen wird ein Stück Draht oder Bandmetall flach gedrückt, um ihm eine bestimmte Form zu geben. Dieses Verfahren, das bei gut konzipierten Werkzeugen perfekt wiederholbar ist, ist für Serienteile sehr wirtschaftlich.
Das Druckumformen verstärkt außerdem die mechanische Ermüdungsfestigkeit der Komponenten: Der Faserverlauf des Werkstoffs bleibt erhalten, und im Gegensatz zur maschinellen Bearbeitung oder zum Gießen, wird die Härte durch Kaltverfestigung erhöht. Anschließend kann zur Verstärkung oder Stabilisierung der mechanischen Eigenschaften eine Wärmebehandlung durchgeführt werden.
Unser Konstruktionsbüro kann Sie zu den vielen technischen Möglichkeiten dieses Herstellungsverfahren beraten und Ihnen bestätigen, ob Ihr Projekt mit dem gewünschten Werkstoff und der gewünschten Form realisierbar ist. Auf das Druckumformen kann auf Wunsch des Kunden eine Wärmebehandlung oder eine Oberflächenbehandlung folgen.
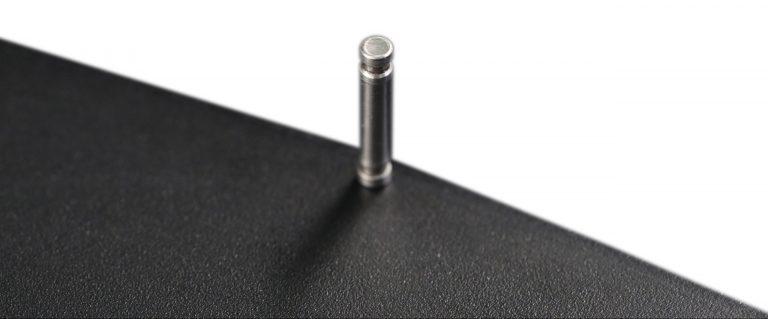
Kaltschlagen
Beim Kaltschlagen wird das Drahtende axial verformt, um ihm eine bestimmte technische Form zu geben. Ein Beispiel dafür ist die Herstellung des Kopfs eines industriellen Niets. Diese Technik kann auch zur Herstellung einer Form in der Mitte eines Werkstücks angepasst werden, beispielsweise für einen Schaft oder einen Absatz. Dieses Verfahren ist für Serienteile sehr wirtschaftlich.
Axfil kennt sich mit Werkstoffen aus, entwickelt eigene Werkzeuge und beherrscht die Schlagparameter, sodass die Verformung präzise kontrolliert wird und ein reproduzierbares Ergebnis mit gleichbleibender Qualität garantiert werden kann.
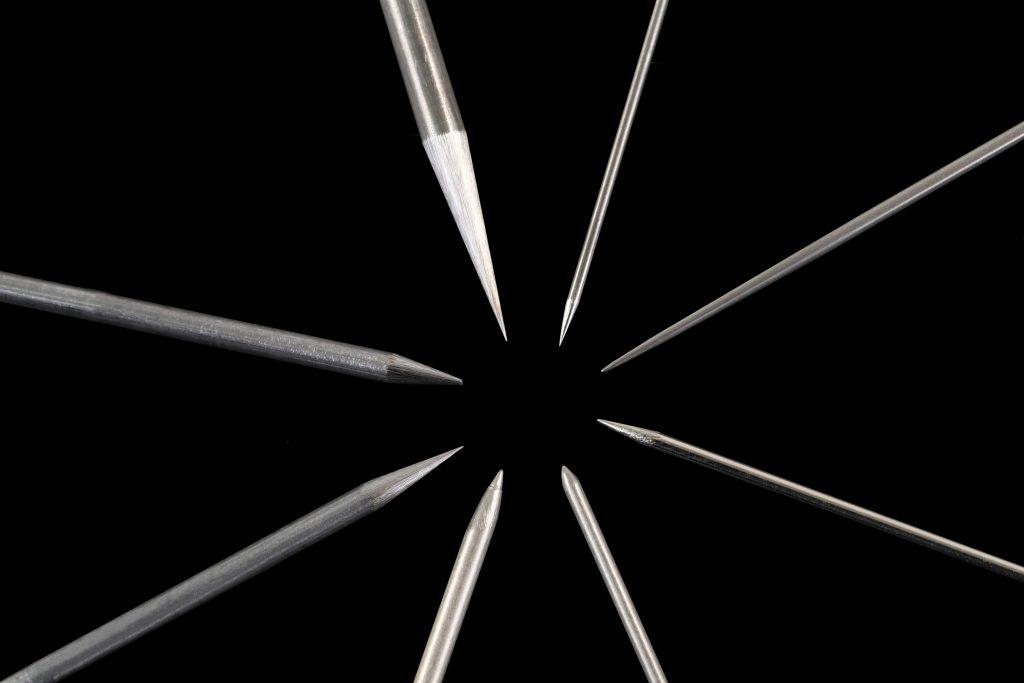
Anspitzen und Anfasen
Beim Anspitzen und Anfasen wird das Werkstückende mit Hilfe von Schleifscheiben und Schleifmitteln bearbeitet, um eine Spitze zu erzeugen, die bis zu einigen 100stel Millimetern dünn sein kann.
Die technischen Experten von Axfil legen das geeignete Fertigungsprogramm und den Schleifmitteltyp für das Profil, die Feinheit und die gewünschte Oberflächengüte der Spitze fest.
- Auf der Basis eines Drahtdurchmessers von 0,20 bis 6 mm
- Winkelgenauigkeit: ±0,5°
- Profil der Spitze: konisch, spitz zulaufend, strahlenförmig oder Sonderform (nach Ihren Spezifikationen)
- Spitze: Feinheit der Spitze nach Spezifikation, bis zu einem Durchmesser von 0,03 mm.
- Polieren der Spitze: Endbearbeitung der Oberfläche nach Ihren Vorgaben
- Spitze auf einem Draht mit quadratischem oder polygonalem Querschnitt
Biegen
Der Biegeprozess ist ein grundlegendes Verfahren in der Drahtverarbeitung. Unsere Entwicklungsabteilung plant und baut unsere Produktionsmaschinen, damit wir auch komplizierte dreidimensionale Biegungen mit hoher Produktionsgeschwindigkeit durchführen können.
Wenn komplizierte Formen oder eine Präzision in der Größenordnung von 100stel Millimetern benötigt werden, sind der Kreativität sind keine Grenzen gesetzt. Zu unseren typischen Anwendungen gehören Verstärkungen von umspritzten Kunststoffteilen für die Automobilindustrie und für Innenausstattungen, Leiterbahnen für Batterieanschlüsse oder Stromsysteme, Geräte für die Augen-, Herz- und Zahnchirurgie, Federn in verschiedenen Formen usw.
Auf Wunsch begleitet Sie unser technisches Team, wenn Sie kreative Lösungen suchen und Ihre Federn und mehrfach gebogenen Teile nach Maß anfertigen lassen möchten.
- Durchmesser: 0,20 mm bis 4 mm
- Dreidimensionale Falzung
- Winkelgenauigkeit: ±30’
- Wicklung: > 360°
Molettieren und Rollieren
Metallverstärkungen, die mit Kunststoff umspritzt werden, werden häufig mit einer Moulette gerändelt. Dabei werden Vertiefungen erzeugt, die die Festigkeit der mechanischen Verbindung zwischen dem Kunststoff und der Verstärkung sowohl unter Zug- als auch unter Torsionsbelastung erhöhen.
Das Rollieren, bei dem durch Verformung des Materials Nuten in ein zylindrisches Teil eingearbeitet werden, ist eine kostengünstige Alternative zur maschinellen Bearbeitung.
Neben den geringeren Herstellungskosten bringt die Verstärkung der mechanischen Festigkeit durch Kaltverformung in der bearbeiteten Zone bei stark beanspruchten Teilen einen wesentlichen Vorteil gegenüber der herkömmlichen Bearbeitung. Allerdings müssen bei diesem Verfahren die Radien am Grund der Nuten klein sein und mindestens eine Fläche muss einen leichten Freiwinkel aufweisen.
Abstecharbeiten
Zu unseren Kompetenzen in der Drahtbearbeitung gehört auch die traditionelle Bearbeitungen der Enden auf Drehautomaten. Dies gilt auch für lange Teile, deren perfekte Geradheit erhalten bleibt: Nuten, Rillen, Bohrungen, Gewindebohrungen usw.
Präzisionspolieren
Axfil verfügt über alle notwendigen Gleitschleifmittel, um die anspruchsvollsten Oberflächenkenngrößen (Ra, Rz, Rt, Rmr…) zu erzielen, und beherrscht dabei präzise und zuverlässig die Polierparameter. Unser technisches Team verfügt über langjährige Erfahrung in diesem Bereich, deshalb können wir die richtigen Polierprogramme und -mittel für Ihren Bedarf ermitteln und die notwendigen Kontrollprogramme festlegen, um gleichbleibende Ergebnisse zu garantieren.
