Company
Sectors
Aerospace
Furnishings and construction
Cars and transport
Connector systems and electronics
Medical equipment
Leisure
Beauty and wellbeing
Luxury and textiles
Electricity and home automation
Industry
Technologies
Wire parts
Metal strip parts
Work performed
Quality and environment
Contact
English
Français
Deutsch
Company
Sectors
Aerospace
Furnishings and construction
Cars and transport
Connector systems and electronics
Medical equipment
Leisure
Beauty and wellbeing
Luxury and textiles
Electricity and home automation
Industry
Technologies
Wire parts
Metal strip parts
Work performed
Quality and environment
Contact
English
Français
Deutsch
Electrode wire for solar panel
by
admin
|
Oct 24, 2024
|
Work performed
Roller carrier axle for electric epilator
by
admin
|
Oct 24, 2024
|
Work performed
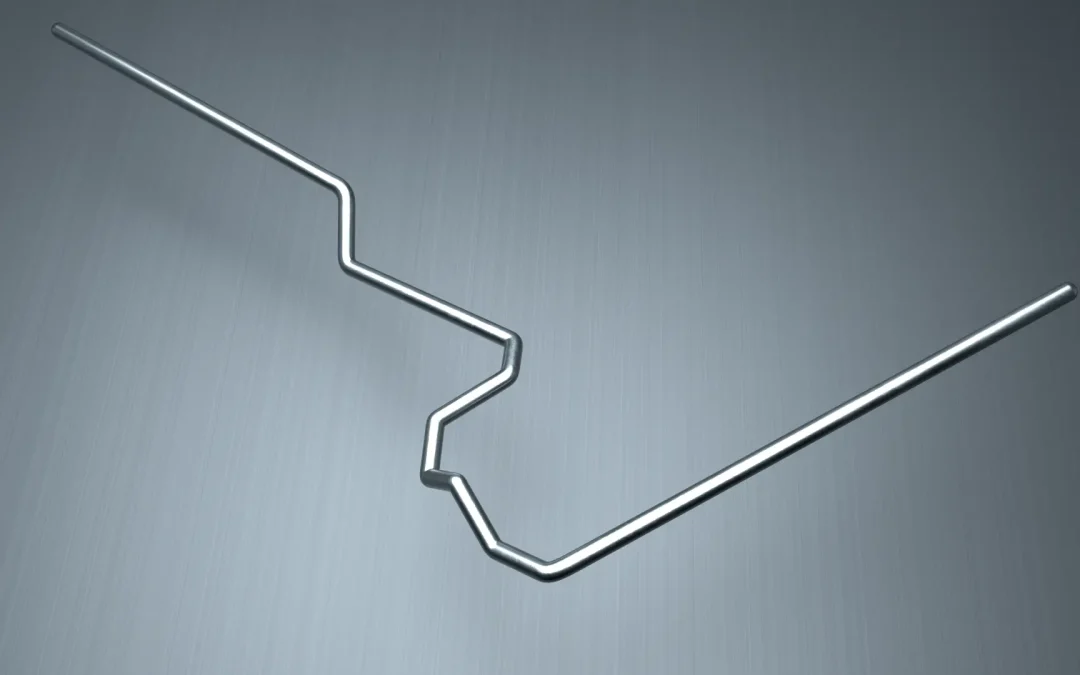
Door stopper axle for oven shock absorber
by
admin
|
Oct 24, 2024
|
Work performed
Perforation axle for acoustic panels
by
admin
|
Oct 24, 2024
|
Work performed
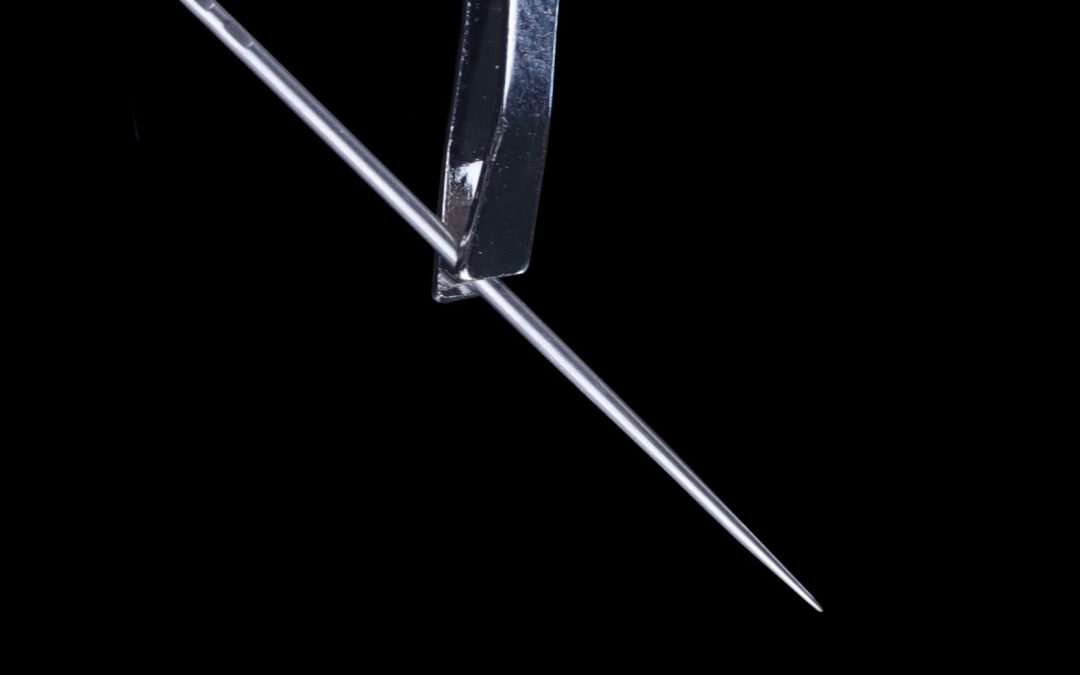
Hermetic connector pin
by
admin
|
Oct 24, 2024
|
Work performed
Stainless steel dental probe
by
admin
|
Sep 6, 2024
|
Work performed
« Older Entries
Search
Search
Recent Posts
Electrode wire for solar panel
Roller carrier axle for electric epilator
Door stopper axle for oven shock absorber
Perforation axle for acoustic panels
Hermetic connector pin
Recent Comments
No comments to show.