Entreprise
Secteurs
Aéronautique et spatial
Ameublement et construction
Automobile et transports
Connectique et électronique
Matériel médical
Loisirs
Beauté et bien-être
Luxe et textile
Électricité et domotique
Industrie
Technologies
Pièces en fil métallique
Pièces en bande métallique
Réalisations
Qualité et environnement
Contact
Français
English
Deutsch
Entreprise
Secteurs
Aéronautique et spatial
Ameublement et construction
Automobile et transports
Connectique et électronique
Matériel médical
Loisirs
Beauté et bien-être
Luxe et textile
Électricité et domotique
Industrie
Technologies
Pièces en fil métallique
Pièces en bande métallique
Réalisations
Qualité et environnement
Contact
Français
English
Deutsch
Fil électrode pour panneau solaire
par
admin
|
Oct 24, 2024
|
Realisations
Axe de porteur rouleau pour épilateur électrique
par
admin
|
Oct 24, 2024
|
Realisations
Axe de butée amortisseur de porte de four
par
admin
|
Oct 24, 2024
|
Realisations
Axe de perforation de panneaux acoustiques
par
admin
|
Oct 24, 2024
|
Realisations
Broche de connecteur hermétique
par
admin
|
Oct 24, 2024
|
Realisations
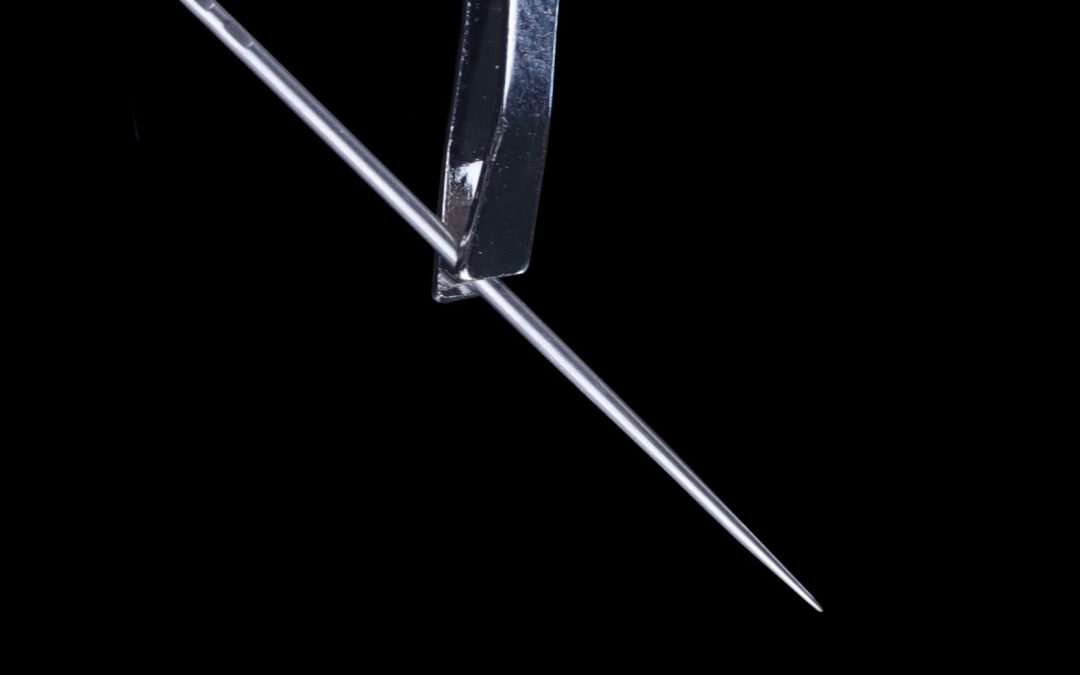
Sonde dentaire inox
par
admin
|
Sep 6, 2024
|
Realisations
« Entrées précédentes
Rechercher
Rechercher
Recent Posts
Fil électrode pour panneau solaire
Axe de porteur rouleau pour épilateur électrique
Axe de butée amortisseur de porte de four
Axe de perforation de panneaux acoustiques
Broche de connecteur hermétique
Recent Comments
Aucun commentaire à afficher.